In bestimmten Fertigungsbereichen ist der Einsatz von CNC-gesteuerten Bearbeitungszentren besser als Handarbeit. Nämlich dann, wenn es auf nichts anderes als auf Präzision ankommt. Zum Beispiel wird die sternförmige Raste der Klaviere aus dem Hause Grotrian-Steinweg mit dieser Maschine geschnitten.
Wenn es aber darum geht, die einzelnen Teile zusammenzufügen, den Resonanzboden zum Schwingen zu bringen, das Instrument zu regulieren, zu stimmen und schließlich zu intonieren – dann ist nichts so gut wie die Erfahrung der Klavierbauer, die jahrzehntelang bei Grotrian-Steinweg arbeiten.
1. Das Holz
Für Instrumententeile, die hart und belastbar sein müssen, wird Buchenmassivholz verwendet. Dazu gehören die Flügelfüße und die Resonanzbodenlager. Für die Resonanzböden selbst hingegen setzen wir sorgfältig ausgewähltes Bergfichtenholz ein, das mindestens 200 Jahre alt ist. Bei diesen Hölzern sind die Jahresringe besonders eng, und das Holz ist damit besonders homogen.
2. Die Sternraste
Die Rasten in Sternform werden bei Grotrian-Steinweg schon seit Anfang des letzten Jahrhunderts beim Bau der Klaviere verwendet, denn sie sind die beste Konstruktion, um Spannungen gleichmäßig aufzunehmen. Das Fräsen und Bohren der sternförmigen Rastentafel, der Pianoseitenwände, der Zierleisten und Schlossleisten wird auf einem CNC-Bearbeitungszentrum durchgeführt. Dies ermöglicht allerhöchste Präzision – und darauf kommt es in diesem Arbeitsschritt an.
3. Die Verleimung
Bei Grotrian-Steinweg werden die Wände für alle Flügel in einer einzigartigen Korpuspresse bei einer Temperatur von 90° C verleimt und unter sehr hohem Druck in Form gebracht. Da beim Verleimen und Furnieren ein absolut wasserfester 2-Komponenten-Leim eingesetzt wird, ist eine dauerhafte Verleimung in allen Klimazonen der Erde garantiert.
4. Platte & Raste
Die Verbindung der gusseisernen Platte mit der hölzernen Sternraste hält einer Saitenspannung von mehr als 20 Tonnen stand und verleiht den Instrumenten aus dem Hause Grotrian-Steinweg die außergewöhnliche Stabilität. Das Besondere der Grotrian-Steinweg-Pianogussplatte sind der komplett geschlossene und durchgehend profilierte Rand sowie die exakt berechneten Verstärkungskreuze in der Platte. Diese Platten werden von einem hochspezialisierten Lieferanten gegossen, anschließend computergesteuert gebohrt und gefräst sowie mit Anhängestiften für die Saiten versehen. Nach einer umfassenden Eingangskontrolle erfolgt die Oberflächenveredelung in der Braunschweiger Pianomanufaktur.
5. Der Lack
Die Spritzkabinen, in denen bei Grotrian-Steinweg der widerstandsfähige Lack aufgetragen wird, sind auf dem neuesten Stand der Technik und minimieren jede Art von Emissionen. Das schont sowohl die Gesundheit unserer Mitarbeiter als auch die Umwelt. Viele Gehäuseteile werden in der elektronisch gesteuerten Gießmaschine in drei Durchgängen geschliffen, gebürstet, lackiert und getrocknet. Der Lack wird nahezu ohne Verlust aufgetragen, was nicht nur Kosten spart, sondern auch die Umwelt schont.
Grotrian-Steinweg bietet seine Instrumente nicht nur in klassischem Schwarz Hochglanz an, sondern beizt und furniert auch nach individuellen Wünschen. Zum Beispiel in Nussbaum, Kirsche, Palisander oder Eibe.
6. Die Handarbeit
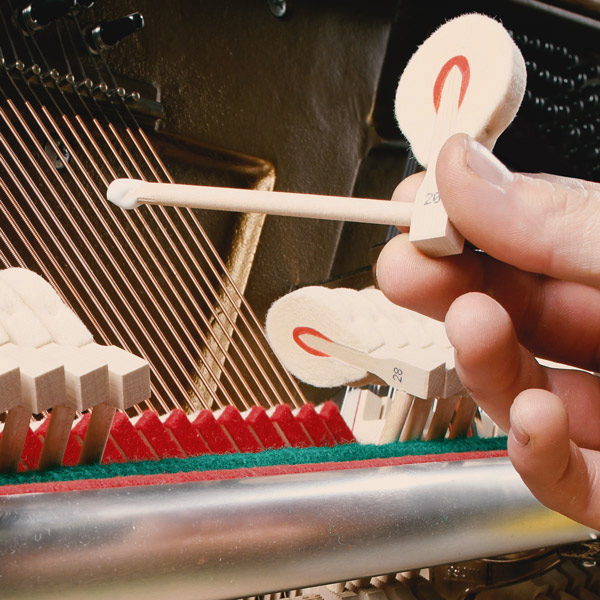
Nach der Vorbereitung der Einzelteile beginnt der schrittweise Zusammenbau jedes einzelnen Instrumentes in Handarbeit. Die Raste, der Resonanzboden, die Rippen und die Stege werden miteinander verleimt. Die Gusseisenplatte wird aufgeschraubt, Wirbellöcher werden gebohrt und die Saiten aufgezogen. Anschließend wird das Instrument auf die richtige Größe gefräst und der Klaviaturrahmen aus speziellen Stahlprofilen, der als stabile Plattform für die Klaviatur und Mechanik dient, eingebaut. Danach werden die Klaviatur und die Mechanik exakt eingepasst und das Instrument mehrfach gestimmt, reguliert und intoniert. Bei all diesen Arbeitsschritten kommt es besonders auf Feinmotorik, eine geduldige, ruhige Hand und ein geschultes Gehör an.
7. Präzision/Qualität
Nach einer Lagerzeit von mindestens 4 Monaten werden die spielbaren rohen Piano- und Flügelrasten bei Grotrian-Steinweg erst am Ende mit dem Gehäuse fest verleimt. Diese Art der Fertigung erfordert ein Höchstmaß an Präzision. Doch sie ermöglicht auch, dass erst ganz am Ende entschieden werden kann, welches Gehäuse in welcher Ausführung um den Klangkörper gebaut wird. So kann Grotrian-Steinweg einerseits mit einer konstanten Qualität produzieren und andererseits schnell auf Kundenwünsche reagieren.
Bevor die Pianos und Flügel endgültig fertig gestellt werden, kontrollieren unsere Handwerksmeister die einzelnen Fertigungsschritte und testen jedes Instrument sorgfältig auf Qualität und Klang.